






ຫມວກກັນກະທົບ Photowelding ອັດຕະໂນມັດປ່ອງຢ້ຽມຂະຫນາດໃຫຍ່
ລາຍລະອຽດ
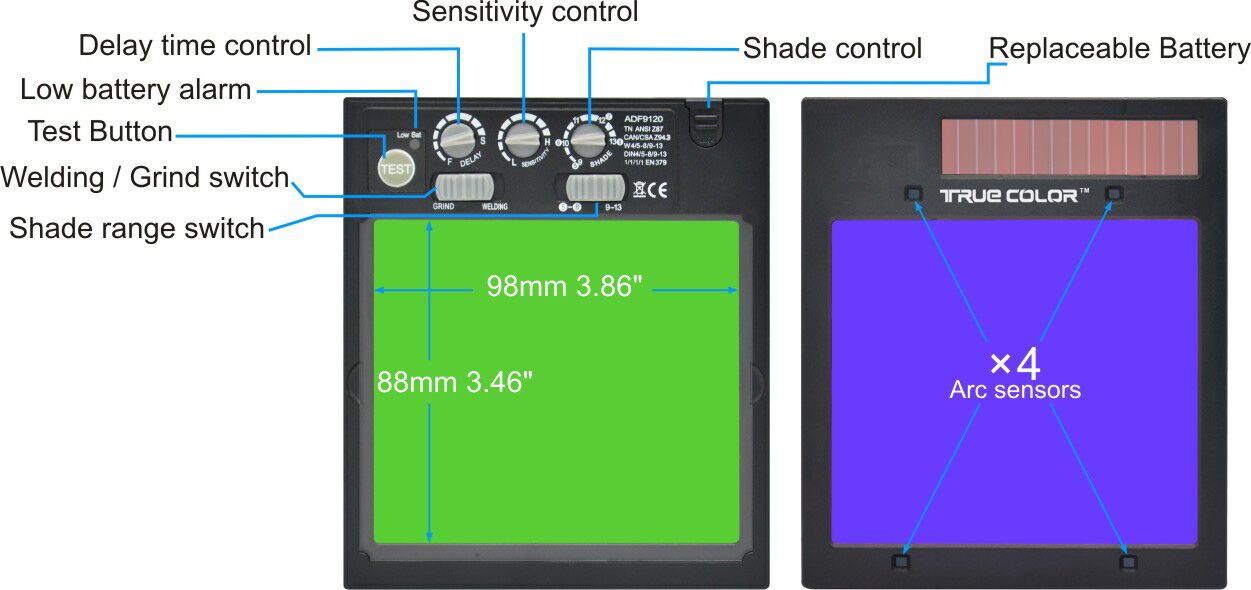
ໝວກກັນກະທົບການເຊື່ອມໂລຫະແບບອັດຕະໂນມັດແບບ Darkening ຖືກອອກແບບມາເພື່ອປົກປ້ອງຕາ ແລະໃບໜ້າຂອງທ່ານຈາກແສງໄຟ, ກະແຈກກະຈາຍ, ແລະລັງສີທີ່ເປັນອັນຕະລາຍພາຍໃຕ້ເງື່ອນໄຂການເຊື່ອມໂລຫະປົກກະຕິ. ຕົວກັ່ນກອງຄວາມມືດອັດຕະໂນມັດຈະປ່ຽນຈາກສະຖານະທີ່ຈະແຈ້ງໄປເປັນສະຖານະມືດເມື່ອມີການຕົກຄ້າງ, ແລະມັນຈະກັບຄືນສູ່ສະພາບທີ່ຈະແຈ້ງເມື່ອການເຊື່ອມໂລຫະຢຸດ.
ຄຸນສົມບັດ
♦ ຫມວກກັນກະທົບການເຊື່ອມໂລຫະຜູ້ຊ່ຽວຊານ
♦ ຫ້ອງຮຽນ Optical : 1/1/1/1 ຫຼື 1/1/1/2
♦ ມຸມເບິ່ງກວ້າງພິເສດ
♦ ການເຊື່ອມ ແລະ ການກັດ ແລະ ຕັດ
♦ດ້ວຍມາດຕະຖານ CE, ANSI, CSA, AS/NZS
ລາຍລະອຽດຜະລິດຕະພັນ
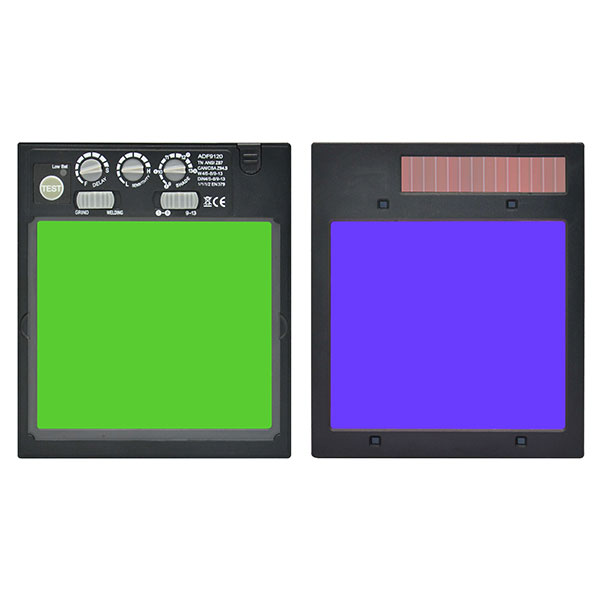
| ໂໝດ | TN360-ADF9120 |
| ຫ້ອງຮຽນ optical | 1/1/1/1 ຫຼື 1/1/1/2 |
| ຂະຫນາດການກັ່ນຕອງ | 114×133×10ມມ |
| ເບິ່ງຂະໜາດ | 98×88ມມ |
| ຮົ່ມລັດແສງສະຫວ່າງ | #3 |
| ຮົ່ມຂອງລັດຊ້ໍາ | ຕົວປ່ຽນຮົ່ມ DIN5-8/9-13, ການຕັ້ງຄ່າປຸ່ມພາຍໃນ |
| ເວລາປ່ຽນ | 1/25000S ຈາກແສງຫາມືດ |
| ເວລາການຟື້ນຕົວອັດຕະໂນມັດ | 0.2 S-1.0S ໄວຫາຊ້າ, ການປັບແບບບໍ່ມີຂັ້ນຕອນ |
| ການຄວບຄຸມຄວາມອ່ອນໄຫວ | ຕ່ຳຫາສູງ, ການປັບແບບບໍ່ມີຂັ້ນຕອນ |
| ເຊັນເຊີ Arc | 4 |
| ຕໍ່າ TIG Amps ຈັດອັນດັບ | AC/DC TIG, > 5 amps |
| ຟັງຊັນ GRIDING | ແມ່ນແລ້ວ (#3) |
| ຂອບເຂດຮົ່ມ | ແມ່ນ (DIN5-8) |
| ADF ກວດສອບຕົນເອງ | ແມ່ນແລ້ວ |
| batt ຕ່ໍາ | ແມ່ນແລ້ວ (ໄຟ LED ສີແດງ) |
| ການປົກປ້ອງ UV/IR | ເຖິງ DIN16 ຕະຫຼອດເວລາ |
| ການສະຫນອງພະລັງງານ | ເຊລແສງຕາເວັນ ແລະແບັດເຕີຣີ Lithium ທີ່ສາມາດປ່ຽນໄດ້ (CR2450) |
| ເປີດ/ປິດ | ເຕັມອັດຕະໂນມັດ |
| ວັດສະດຸ | ລະດັບຜົນກະທົບສູງ, Nylon |
| ອຸນຫະພູມປະຕິບັດການ | ຈາກ -10℃–+55℃ |
| ການເກັບຮັກສາອຸນຫະພູມ | ຈາກ -20℃–+70℃ |
| ຮັບປະກັນ | 2 ປີ |
| ມາດຕະຖານ | CE EN175 & EN379, ANSI Z87.1, CSA Z94.3 |
| ຂອບເຂດຄໍາຮ້ອງສະຫມັກ | ການເຊື່ອມໂລຫະ (SMAW); TIG DC∾ TIG Pulse DC; TIG Pulse AC; MIG/MAG/CO2; MIG/MAG Pulse; Plasma Arc Cutting (PAC); Plasma Arc Welding (PAW); ຕຳ. |
1. ກ່ອນການເຊື່ອມໂລຫະ
1.1 ຮັບປະກັນວ່າໜັງປ້ອງກັນພາຍໃນ ແລະ ພາຍນອກຖືກຖອດອອກຈາກເລນ.
1.2 ກວດເບິ່ງວ່າແບດເຕີຣີມີພະລັງງານພຽງພໍເພື່ອເຮັດວຽກຂອງຫມວກກັນກະທົບ. ໄສ້ກອງສາມາດຢູ່ໄດ້ 5,000 ຊົ່ວໂມງເຮັດວຽກທີ່ຂັບເຄື່ອນໂດຍຫມໍ້ໄຟ lithium ແລະຈຸລັງແສງຕາເວັນ. ເມື່ອພະລັງງານແບັດເຕີຣີເຫຼືອໜ້ອຍ, ຕົວຊີ້ວັດ LED ແບັດເຕີຣີຕ່ຳຈະສະຫວ່າງຂຶ້ນ. ເລນຂອງໄສ້ກອງອາດຈະເຮັດວຽກບໍ່ຖືກຕ້ອງ. ປ່ຽນແບັດເຕີລີ່ (ເບິ່ງການປ່ຽນແບັດບໍາບັດ).
1.3 ກວດເບິ່ງວ່າເຊັນເຊີ arc ແມ່ນສະອາດແລະບໍ່ຖືກບລັອກໂດຍຂີ້ຝຸ່ນຫຼືສິ່ງເສດເຫຼືອ.
1.4 ກວດເບິ່ງຄວາມແຫນ້ນຂອງແຖບຫົວກ່ອນທີ່ຈະໃຊ້ແຕ່ລະຄັ້ງ.
1.5 ກວດກາທຸກພາກສ່ວນປະຕິບັດການກ່ອນທີ່ຈະນໍາໃຊ້ສໍາລັບອາການຂອງການສວມໃສ່ຫຼືຄວາມເສຍຫາຍ. ທຸກໆຊິ້ນສ່ວນທີ່ມີຮອຍຂີດຂ່ວນ, ຮອຍແຕກ, ຫຼືເປັນຂຸມຄວນໄດ້ຮັບການປ່ຽນແທນທັນທີກ່ອນທີ່ຈະໃຊ້ອີກເທື່ອຫນຶ່ງເພື່ອຫຼີກເວັ້ນການບາດເຈັບທີ່ຮ້າຍແຮງ.
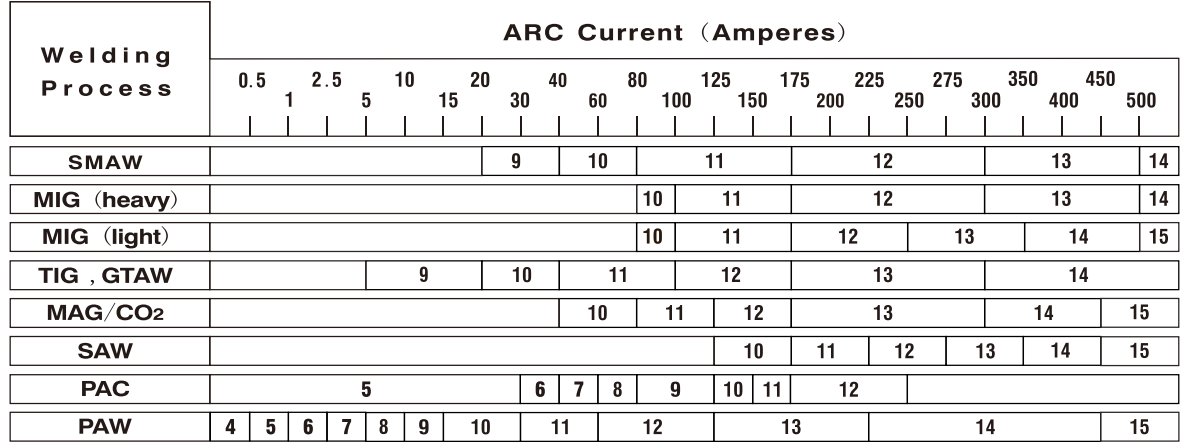
1.6 ເລືອກເລກຮົ່ມທີ່ເຈົ້າຕ້ອງການໃນເວລາປ່ຽນປຸ່ມຮົ່ມ (ເບິ່ງຕາຕະລາງຄູ່ມືການຮົ່ມ). ສຸດທ້າຍ, ໃຫ້ແນ່ໃຈວ່າຈໍານວນຮົ່ມແມ່ນການຕັ້ງຄ່າທີ່ຖືກຕ້ອງສໍາລັບຄໍາຮ້ອງສະຫມັກຂອງທ່ານ.
ໝາຍເຫດ:
☆ SMAW-Shielded ການເຊື່ອມໂລຫະ Arc.
☆TIG GTAW-Gas Tungsten Arc (GTAW)(TIG).
☆MIG(ໜັກ)-MIG ກ່ຽວກັບໂລຫະໜັກ.
☆ SAM Shielded ການເຊື່ອມໂລຫະເຄິ່ງອັດຕະໂນມັດ.
☆MIG(ແສງສະຫວ່າງ)-MIG ຢູ່ໃນໂລຫະປະສົມແສງສະຫວ່າງ.
☆ PAC-Plasma Arc ຕັດ
1. ການທໍາຄວາມສະອາດແລະການຂ້າເຊື້ອ: ເຮັດຄວາມສະອາດຫນ້າຂອງການກັ່ນຕອງເປັນປົກກະຕິ; ຢ່າໃຊ້ວິທີແກ້ໄຂທໍາຄວາມສະອາດທີ່ເຂັ້ມແຂງ. ຮັກສາເຊັນເຊີ ແລະ ເຊລແສງຕາເວັນໃຫ້ສະອາດຢູ່ສະເໝີ ໂດຍໃຊ້ຜ້າເຊັດ/ຜ້າທີ່ສະອາດ. ທ່ານສາມາດນໍາໃຊ້ເຫຼົ້າແລະຝ້າຍເພື່ອເຊັດ.
2. ໃຊ້ຢາຊັກຟອກທີ່ເປັນກາງເພື່ອທໍາຄວາມສະອາດເປືອກເຊື່ອມ ແລະຜ້າເຊັດຫົວ.
3. ປ່ຽນແຜ່ນປ້ອງກັນດ້ານນອກ ແລະ ດ້ານໃນເປັນແຕ່ລະໄລຍະ.
4. ຢ່າເອົາເລນໃສ່ໃນນ້ຳ ຫຼືຂອງແຫຼວອື່ນໆ. ຫ້າມໃຊ້ສານຂັດ, ສານລະລາຍ ຫຼື ນໍ້າຢາລ້າງມື.
5. ຢ່າເອົາຕົວກອງຄວາມມືດອັດຕະໂນມັດອອກຈາກໝວກກັນກະທົບ. ຢ່າພະຍາຍາມເປີດຕົວກອງ.





